某金矿选矿厂为确定适合该矿石的浮选工艺参数及浮选药剂制度,在生产过程中,通过进行浮选工艺参数及药剂制度试验,最终取得了较好的浮选指标。
一、磨矿细度试验
(1)磨矿时间与细度。
取每份装好的1kg矿样,用容积6.25L的球磨机磨矿,磨矿加水540mL,磨矿时间变化,磨矿浓度65%。然后分别用200目标准筛筛析,结果见表。

(20).jpg)
球磨机
(2)磨矿细度试验
不同磨矿细度浮选试验流程见图。
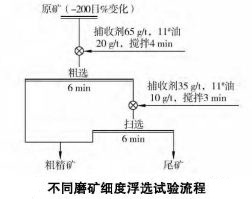
从试验结果看:使用捕金灵作为捕收剂,磨矿-200目40%时的浮选回收率为90.38%、磨矿-200目50%时的浮选回收率为91.72%、磨矿-200目60%时的浮选回收率为92.02%、磨矿-200目70%时的浮选回收率为91.40%。
使用丁基黄药作为捕收剂,磨矿-200目40%时的浮选回收率为90.24%、磨矿-200目50%时的浮选回收率为90.29%、磨矿-200目60%时的浮选回收率为90.73%、磨矿-200目70%时的浮选回收率为89.93%。从浮选试验数据看,在磨矿-200目60%时的浮选回收率很高,而精矿品位随磨矿细度的增加而逐步降低。通过综合考虑,磨矿细度保持在55%~60%较为合适。
二、浮选浓度试验
从试验结果看:浮选机内的浮选矿浆浓度为25%时的浮选平均回收率为89.51%、平均精矿品位是39.52g/t;浮选矿浆浓度为32%时的浮选平均回收率为89.75%、平均精矿品位是37.06g/t;浮选矿浆浓度为38%时的浮选回收率为89.44%、平均精矿品位是32.91g/t。从浮选平均回收率看,浮选矿浆浓度为32%时时的浮选回收率很高,但矿浆浓度对浮选平均回收率的影响不是很大,综合考虑,浮选矿浆浓度保持在35%±2%较为适宜。
.jpg)
浮选机
三、浮选时间试验
从浮选试验结果看:浮选回收率随浮选时间的增加而逐步提高,浮精矿品位随浮选时间的增加而逐步降低。综合考虑,实际生产中浮选时间不少于30min,并尽可能延长浮选时间。
四、药剂用量试验
从试验结果看:捕收剂用量在80g/t时的浮选回收率为91.86%、捕收剂用量在100g/t时的浮选回收率为91.55%;捕收剂用量在120g/t时的浮选回收率为93.25%;捕收剂用量在140g/t时的选回收率为92.87%。
从浮选试验数据看,捕收剂用量在120g/t时浮选回收率很高,捕收剂用量超过120g/t,浮选回收率反而有所降低。综合考虑,捕收剂用量90~100g/t即可。
五、矿泥含量试验
从试验结果看:选回收率随浮选矿浆中矿泥含量的增加而逐步降低,浮选矿浆矿泥含量超过10%时,浮选回收率急剧降低,综合考虑,浮选矿浆中矿泥含量控制在7.5%左右较为适宜。
(5).jpg)
六、矿浆PH值试验
从试验结果看:浮选矿浆pH值=6.5~8.5,浮选回收率随pH值的升高略微提高;pH值超过8.5,则浮选回收率降低幅度较大。综合考虑,浮选矿浆pH值控制在6.5~8.5的范围内都是可以的。
7、验证试验
根据上述条件试验的上佳参数进行综合验证试验,验证试验流程见图。
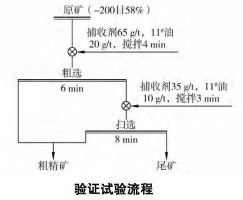
从验证试验结果看:尾矿的总损失率为6.74%,精矿回收率为91.35%,中矿回收率为1.91%;精矿+中矿回收率为93.26%。
通过以上试验,基本可以确定该矿浮选较适宜的工艺参数为:磨矿细度保持在-200目55%~60%、矿浆浓度保持在35%±2%、浮选时间不少于30min;捕金灵+Y98做捕收剂,捕收剂用量在90~100g/t、浮选矿浆中矿矿泥量控制在7.5%左右(即均匀加入矿泥)、矿浆pH值控制在6.5~8.5,能够取得较好的浮选指标。
金矿浮选工艺流程详情咨询电话:0371-67772626

