某选矿厂设计能力上百万t/a,设计流程为破碎—磁滑轮抛尾—高压辊磨—球磨—磁选—筛分,自2013年5月开始试生产以来,流程存在磨机负荷低、矿石过磨严重、精矿含水率高等问题,为提高选矿厂运行效率,现对铁矿碎磨工艺进行优化。
.jpg)
一、原工艺存在的问题
该铁矿原工艺流程见图1,选厂试生产后原矿品位仅30%左右,远低于设计采用值(37.1%)。工艺存在以下问题:①原矿铁品位偏低,磁滑轮抛尾效果不理想,低品位矿石或废石进入后续辊磨系统甚至磨选系统,增加了选厂能耗;②实际入磨量只有设计值的65%左右,磨机负荷率低、排矿粒度细、过磨现象严重,磨矿成本高;③精矿粒度细,导致精矿筛筛分效率低,脱水效果不好,精矿水分含量超标、卸装困难,运输成本高。
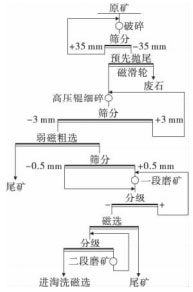
图1 铁矿原工艺流程
二、工艺优化
1、将直线筛筛孔尺寸由3mm更换成4mm
高压辊磨产品采用筛孔尺寸为3mm的直线筛筛分时筛下产率仅42%左右,达不到设计要求的52%,相应的入磨量也就达不到要求,磨机负荷率底,且一段球磨给矿粒度-0.074mm含量达34%~35%,一段磨矿溢流-0.074mm含量为91%~92%,过磨现象严重。将筛孔尺寸由3mm更换为4mm后与原筛孔尺寸进行筛分试验对比,结果见表1。
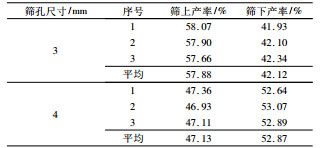
表1 直线筛不同筛孔尺寸筛分试验对比
表1表明,采用筛孔尺寸为4mm直线筛筛分时筛下产品产率较3mm时平均高出10个百分点以上。据此,将直线筛筛孔尺寸由3mm换为4mm,对改造前后球磨机磨矿指标进行了考察,结果见表2。
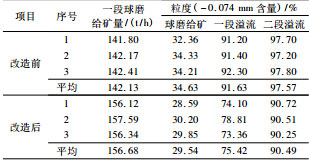
表2 改造前后球磨磨矿指标
由表2可知,直线筛筛孔尺寸由3mm改为4mm后,一段球磨的处理量可增加14%以上,一段球磨给矿-0.074mm含量降低,一段、二段球磨排矿的-0.074mm含量更加合理,减少了过磨。
2、直线筛筛上产品磁滑轮干式抛尾
原矿破碎至-35mm的时候,矿石中连生体含量高,抛尾效率低,高压辊磨破碎后,检查筛分的筛上物中单体解离的脉石含量较高,而其返回高压辊的流程中无抛尾工艺,废石循环给入辊磨机,降低了设备处理能力,增加了碎矿过程能耗和设备折损,同时向尾矿系统输入了大量尾砂。对直线筛筛上产品进行了磁滑轮抛尾试验,结果见表3。
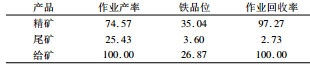
表3 磁滑轮抛尾试验结果
从表3可以看出,对筛上产品进行磁滑轮抛尾,可以抛除铁品位为3.60%、作业产率为25.43%的尾矿,精矿铁品位提高了8.17个百分点。
3、改造效果
对该铁矿碎磨流程进行工艺改造,改造后流程见图2,改造前后生产指标对比见表4。
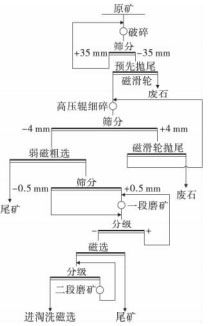
图2 改造后的工艺流程

表4 改造前后现场生产指标对比%
由表4可知,流程改造后,铁精矿产品的铁品位略有降低,但仍可满足公司要求,尾矿铁品位降低了2.52个百分点,精矿铁回收率提高了近1个百分点,精矿粒度变粗后,精矿滤饼含水率平均降低了1 个百分点,而且过滤工艺效率更高,降低成本的同时增大了公司产能。
.jpg)
三、结 语
1、该铁矿实际采出矿石铁品位仅30%左右,远低于设计采用的37.1%。导致试生产时,存在原矿品位偏低、磨矿成本高、精矿含水高等问题。
2、该铁矿直线筛筛孔尺寸由3mm增大到4mm,并对筛上产品增设磁滑轮干式抛尾工艺后,解决了过磨问题,并且尾矿铁品位降低了2.52个百分点,精矿铁回收率提高了近1个百分点,精矿的滤饼含水率降低了1个百分点,提高生产能力的同时降低了生产成本。
河南红星矿山机器 专业生产碎磨工艺设备,品质有 ,已成为国内熟知矿山机械设备厂商,欢迎前来我公司咨询选购。24小时免费咨询电话:0371-67772626。

